Особенности пайки алюминиевых изделий в домашних условиях
Содержание:
- ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
- Инструкция по пайке
- Доработка паяльника для пайки алюминия
- Популярные марки
- Несколько прекрасных способов пайки алюминия и дюрали в быту
- Как паять алюминий без аргона: способ пайки припоем
- Особенности пайки
- Как осуществляется пайка
- Преимущества
- Подготовка поверхности детали
- Пайка алюминиевых отливок
- Общие принципы пайки алюминия в домашних условиях
ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
Припой для пайки алюминия, 20шт
В сегодняшнем видео я покажу вам малоизвестный способ пайки алюминия.
Недавно на моей машине потек масляный радиатор охлаждения коробки передач. На трубке радиатора образовался тонкий свищ, который практически не заметен, но на заведенной машине из него капает масло. В остальном радиатор цел. Замена его на новый оригинал стоит 16 тысяч рублей, а дубликаты радиатора продают за 7. Аргоновая сварка с заменой трубок в московском регионе тоже не дешева, и никто за тысячу — это делать не будет.
Поэтому для ремонта остается два бюджетных варианта: это пайка, либо лепнина из холодной сварки.
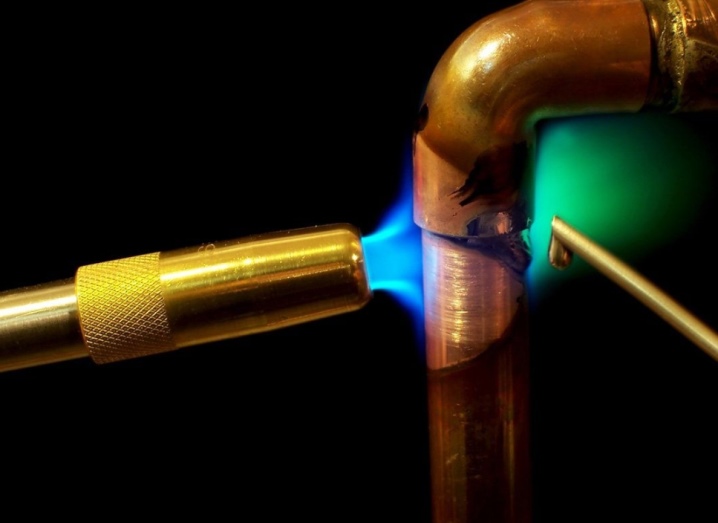
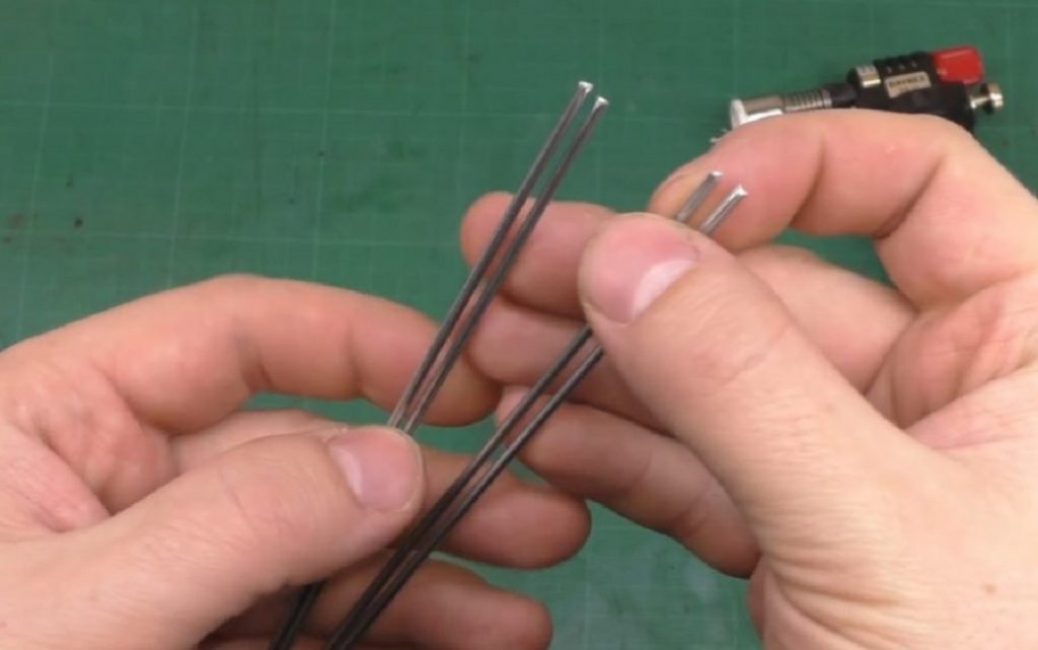
При взаимодействии алюминия с воздухом он сразу окисляется и на его поверхности образуется тверда оксидная пленка, поэтому паять алюминий сложно от слова – ОЧЕНЬ. Если его паять обычным паяльником, даже используя специальные флюсы, то регулярно получается вот такая лажа. Но оказывается, для пайки алюминия продается специализированный припой, он называется HTS-2000 и CASTOLIN 192. Припой представляет из себя цинковую трубку, наполненную твердым порошком флюса в центре. Флюс как раз и нужен для того чтобы растворить твердую оксидную пленку на поверхности алюминия. Сама же пайка происходит при температуре 480 градусов и для этого нужно использовать газовую горелку. Найти такой припой тоже не легко, продается в специализированных магазинах, которые занимаются медными трубками и ремонтом радиаторов. Сидел на телефоне и гуглил несколько часов прежде чем нашел где можно его купить. Еще продают на Авито, но ценник начинается от 200 рублей за пруток. Я же нашел припой на строительном рынке, созвонился, съездил и купил 4 пол метровых прутка по 90 рублей за штуку, итого вышло на 360 рублей.
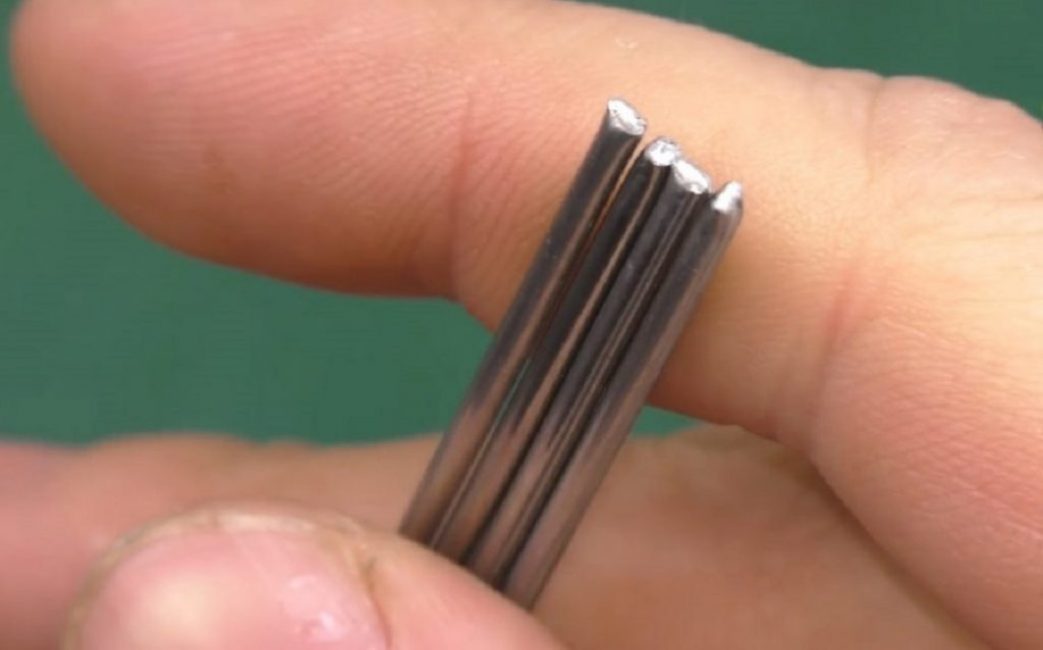
Прорезал в трубке несколько пазов, взял маленькую горелку и начал учится паять. Сначала получалась лажа, пламя у этой горелки узкое и не прогревает трубку, припой собирается в шарики. В итоге мне удалось научится и запаять несколько пазов.
Делать это при помощи мелких горелок сложно, поэтому лучше использовать горелку насадку на баллон. Пламя у нее широкое и позволяет прогревать сразу область металла.
Сначала немного прогреваем трубку не поднося припой. А потом подносим его, он плавится, и он быстро растекается, заполняя паз.
Таким способом можно не только запаивать отверстия в алюминии, но и спаивать вместе листовой алюминий. Пайка получается очень прочная и не ломается даже если прикладывать большие усилия. Сломать этот шов мне так и не удалось.
Давайте еще раз запаяем трубку. Снова сначала разогреваем ее горелкой и далее достаточно прикоснутся припоем, и он сразу заполняет весь паз.
И давайте спаяем вместе две трубки, смотрите как быстро это происходит. Разогрели горелкой, ткнули припоем, и трубки сразу спаялись. Припой полностью заполнил шов по кругу, но при этом он не попал внутрь и не забил трубку. Эта пайка также получилась очень прочная, сломать мне ее тоже не удалось. Гнется сам алюминий, но шов остается целым. Этот припой обладает высокой текучестью и заполняет все пазы обеспечивая полную герметичность шва.
Радиатор мне также без проблем удалось запаять. Но как видите трубка имеет большую коррозию и не равномерна по диаметру, поэтому скорее всего она протечет в другом месте и в данном случае мой ремонт является временным. И тут лучше будет заменить трубки целиком.
Сам же метод пайки алюминия оказался рабочим, он бюджетен и позволяет паять трубки и полоски алюминия, обеспечивает высокую адгезию, герметичность и прочность шва. Этот способ часто используют в автомастерских для ремонта алюминиевых деталей, но при этом они не уточняют как ремонтировали и берут с клиентов полную стоимость работы аргоновой сварки.
Ставьте лайк если не знали о таком способе пайки алюминия. А адреса магазинов где мне удалось найти и купить этот припой будут в описании видео. И как я уже сказал еще его могут продавать на строительных рынках, в магазинах, которые продают медные трубки и радиаторы.
А сегодня на этом все, всем спасибо за просмотр, и пока-пока!
Инструкция по пайке
Пайка алюминия в домашних условиях оловом должна проводиться в строгой последовательности, чтобы обеспечить качественный результат. Перечень действий выглядит следующим образом:
- поверхность очищается от всех загрязнений и больших частиц мусора;
- производится обезжиривание, чтобы убрать все лишние пленки, которые помешают соединению;
- детали фиксируются в заданном положении;
- жало паяльника залуживается и разогревается до нужной температуры;
- место соединения нагревается (это делается при помощи разогретого жала паяльника);
- стержень припоя подносится к тому месту, где будет соединение;
- образовывается соединение, убирается источник температуры, чтобы оно застыло;
- проверяется качество полученного соединения (при помощи визуального осмотра).

Для дополнительной очистки металла от пленки можно использовать механические методы. Это осуществляется с помощью мелкой металлической щетки. При растирании инструмент нагревается, что позволяет сразу снимать оксид и заменять его на припой. Таким образом на поверхности не образуется лишний налет, он попросту не успевает этого сделать.
Область применения
Очень важно знать, как правильно паять алюминий паяльником. Спешить не стоит, так как это сложный и хлопотный процесс
Многие проводки требуют создания контактов с оригинальным материалом, поэтому пайка алюминия, несмотря на ее сложность, оказывается востребованной. В различных мастерских по ремонту и в промышленности это встречается намного чаще, чем в частной сфере.
Основной областью применения является ремонт проводов, разнообразной техники, подключенных плат и прочего. Процесс получил широкое распространение в среде радиотехники. Именно в этой области встречаются всевозможные варианты контактов, и радиолюбителям требуется освоить все особенности пайки в домашних условиях.
Заключение
Как же все-таки получить качественную пайку алюминия дома? Главный секрет в том, чтобы приблизить условия к профессиональным. Следует подобрать правильные флюс и припой, определиться с режимом пайки
Также нужно уделить внимание подготовке поверхности. Есть несколько способов борьбы с окислами, каждый мастер самостоятельно подбирает те, которые подойдут лично ему
Умения и хитрости приходят с опытом, для их получения нужно опробовать все возможные варианты, подбирая для себя максимально подходящие.
Доработка паяльника для пайки алюминия
Мы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).

От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.

После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.

На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.

Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.

Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).

Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.

Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.

Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия .

Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли . Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные , спаять их оловом не составит проблем.
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
В сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Источник
Популярные марки
Ф-34А. Выполнен по ТУ 48-4-229-87 и содержит хлорид калия 50%, хлорид лития 32%, хлорид цинка 8%, фторид натрия 10%. Облегчает пайку с припоем различных температур плавления. Может быть приготовлен на водной основе.


Ф-64 включает в себя тетраэтиламмоний, фториды, деионизированную воду, увлажняющие и задерживающие коррозию реагенты. Удаляет окисную пленку большой толщины и подходит для пайки массивных деталей. Паяет не только алюминий, но и бериллиевую бронзу.

Ф-61 включает в себя триэтаноламин, фторборат цинка, фторборат аммония. Работает всего при 250 градусах, подходит для алюминиевых сплавов.

Castolin Alutin 51 L – 32% олова, также добавлены свинец и кадмий. Годен при температуре от 160 градусов.

Несколько прекрасных способов пайки алюминия и дюрали в быту


Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.


Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?


Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:


Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:



Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое): Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.

При толщине детали более 2 мм перед нанесением масла деталь надо прогреть
Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова
Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:





Способ 6. Пайка в вакууме:Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.


Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.
Как паять алюминий без аргона: способ пайки припоем

Самой качественной сваркой алюминия является — аргонодуговая сварка. Однако для данного способа необходимо как дорогостоящее оборудование, так и высокая квалификация сварщика, что зачастую не всегда соответствует реальности. Кроме того, оборудование для данного способа сварки достаточно громоздкое и в некоторых местах его использование вообще запрещено. В этой статье мы расскажем об альтернативных и недорогих способах сварки алюминия без применения аргона.
Способ 1: использование электрода по алюминию Zeller 480
Ремонтный электрод Zeller 480 c 12% содержанием кремния предназначен для сварки широкого спектра алюминиевых сплавов включая силумин и дюраль. Этот способ позволяет надежно сваривать алюминий без применения дорогостоящего аргонодугового оборудования.
Преимущества и области применения
- При соблюдении технологического процесса сварки, по своему качеству сварочный шов, сделанный при помощи электрода Zeller 480, не уступает аргонодуговой сварке;
- Высокая производительность наплавки;
- Плотный наплавленный металл без пор;
- Благодаря мягкой, равномерной дуге, шов получается ровный и гладкий;
- Zeller 480 единственный алюминиевый электрод, выпускаемый в «низкотемпературном» размере 2 мм;
- Электрод снабжен специальной защитной обмазкой, которая обладает высокой влагостойкостью, что существенно продлевает срок эксплуатации электрода;
- Сварка осуществляется без флюса, так как все необходимые элементы для удаления оксидной пленки находятся в защитной обмазке электрода;
- Используется для сварки алюминиевых листов, профилей, токопроводящих шин, резервуаров, алюминиевого литья, устранение дефектов литья, картеров, кузовов автомобилей и т.п.
Важно! Так как в покрытии алюминиевых электродов содержатся гигроскопические соли, после выполнения всех сварочных работ, следует герметично закрыть упаковку и убрать ее в сухое, теплое место
Инструкция по использованию
Шаг 1. Перед началом сварки, убедитесь, что подготовленный образец из металла сухой, так как алюминий гигроскопичен (впитывает влагу). При помощи нержавеющей щетки зачистить соединения до металлического блеска, и удалить остатки загрязнений в зоне около шва.
Шаг 2. Если необходимо, просушите электроды 1-1,5 часа при температуре 100°С.
Шаг 3. Подогреваем алюминиевый образец до температуры 150-200°С при помощи горелки.
Важно! Без подогрева сварку проводить нельзя!
Шаг 4. Сварка осуществляется на постоянном токе обратной полярности. Наиболее вертикальное положение электрода с поддержанием короткой дуги. Подавать электрод в зону сплавления следует быстро, максимально продвигая вперед и поддерживая очень короткую дугу.
Шаг 5. Выполняйте сварку в один слой за один проход.
Будьте внимательны! Скорость сварки такая же, как и у полуавтоматической сварки.
Предел прочности сварочного шва — 200 ньютонов на миллиметр кв., что близко к пределу прочности основного металла. Поэтому этот метод сварки можно использовать на ответственных конструкциях.
Способ 2: Использование припоя HTS-2000 или Castolin 192
Припой HTS-2000 или Castolin 192 — это сплав в виде цинковой трубки, наполненный твердым порошком флюса по центру, при помощи которого сварка становится быстрой и легкодоступной. Припой сделан при помощи высоких технологий и специально предназначен для того, чтобы проводить работы по восстановлению деталей, сделанных из алюминия. При этом сварка не предполагает использования технологий высокой стоимости.
Все что потребуется для ремонта алюминиевых деталей, это только сам припой и газовая горелка для сварки.
Общие рекомендации для достижения наилучшего результата при работе с припоем
- Зачищайте рабочую поверхность непосредственно перед нанесением припоя.
- Не стоит плавить припой в пламени горелки, так как это не позволит ему соединиться с металлом. Припой должен плавиться сам на поверхности детали!
- В жидком состоянии припой достаточно текучий, поэтому стоит хорошо лудить поверхность, чтобы исключить наличие щелей, особенно в месте пайки.
- Также убедитесь, что формообразующие элементы плотно прилегают друг к другу.
- При нанесении припоя дожидайтесь его впитывания. В противном случае не произойдет достаточное сцепление металлов, и, как следствие, не будет достигнута требуемая прочность изделия.
Особенности пайки
В домашних условиях можно выполнить мелкий ремонт предметов из алюминия газовой горелкой. При осуществлении паяльных работ на поверхности алюминия при контакте его с кислородом образуется окислительная пленка, которая ухудшает адгезию. Если начать выполнение паяния, предварительно не удалив оксидную пленку, то готовый шов не будет иметь прочность. Оксидная пленка не удаляется путем механической очистки – стоит только обработать изделие, как оксиды появляются вновь. Решить вопрос можно только с помощью специального вещества, называемого флюсом.


Паяние с использованием газовой горелки удобно тем, что в процессе работы силу пламени, а значит, и его температуру, можно регулировать. Если для паяния алюминия выбрать неправильный температурный режим, то расплавленный металл, а также припой, будут растекаться по рабочей поверхности, не заполняя собой место соединения или дыру
Чтобы процесс паяния был результативным, важно правильно выбрать присадочный припой



Достоинства такого паяния состоят в следующем:
- горелка, работающая на газе, универсальна – с ее помощью соединяют как тонкие алюминиевые провода, так и применяют для ремонта обширных поверхностей;
- горелка с газом имеет свойство корректировки силы ее пламени;
- пользуясь горелкой, можно не только прогревать поверхности деталей перед паянием, но и плавить флюс с припоем;
- горелка с газом может обеспечить медленное расплавление металла, предоставляя возможность выполнять процесс без спешки и качественно;
- горелка на газе сразу же при включении готова к работе, ей не нужно дополнительное время для разогревания до требуемой температуры.

Недостатки при работе с горелкой тоже имеются:
- подготовительный этап перед процессом паяния довольно длительный;
- стоимость выполнения работ с учетом расхода газа может оказаться высокой;
- работа с открытым пламенем вблизи газового баллона является опасной из-за угрозы взрыва;
- само оборудование стоит довольно дорого.
Процесс паяния алюминиевых изделий выполняют путем применения паяльника, газовой горелки, иногда может быть использована и сварка. При помощи паяльника спаять большие участки шва иногда просто невозможно, а сварочный метод не в каждом случае может быть обоснован, так как при сварке образуется дуга, которая очень быстро плавит металл. Поэтому применение газовой горелки является оптимальным вариантом из всех существующих.


Отличные результаты можно получить при варианте непрерывного паяния. Если же в процессе работы горелкой нужно остановиться, то для возобновления паяния потребуется основательно разогреть всю протяженность шва, чтобы равномерно распределить припой, не пропустив незапаянных участков. Стыковочные швы, сделанные с помощью газовой горелки, получаются прочными и аккуратными.
Как осуществляется пайка
Для пайки алюминия используется специализированный припой, способный противостоять защитному действию оксидной плёнки на поверхности металла.
Специальный припой для пайки
В качестве такого припоя могут выступать несколько марок, например, HTS-2000 или Castolin-192. Конструктивно данные припои представляют собой трубку из легкоплавкого металла (используются соединения цинка), в центр которой залит специальный флюс для пайки алюминия.
Именно этот флюс и используется для того, чтобы растворить тонкую оксидную плёнку на поверхности алюминия. Для того, чтобы правильно провести пайку, необходимо обеспечить температуру спаиваемых поверхностей +480°С.
Припой бывает разных размеров
При меньших температурах металл припоя не будет способен вступить в реакцию с оксидом и разложить его на составляющие, дав таким образом возможность материалу припоя обеспечить хороший контакт с поверхностью.
Для того, чтобы придать элементам конструкции требуемую температуру, используется обычная газовая горелка. Для этой цели можно воспользоваться как переносной, так и стационарной газовой горелкой.
Достать припой, позволяющий спаивать алюминий можно в специализированных магазинах, которые изготавливают и продают различные изделия из медных трубок и радиаторов. Это может быть, например, сервисный центр по ремонту холодильников и пр.
Иногда поиск правильного припоя может занимать достаточно существенное время, поскольку проблема достаточно специфическая и не везде может находиться интересующая информация. В крайнем случае, можно воспользоваться услугами любой торговой площадки. Это может быть, например, та же сеть Авито.
Но лучше всего (если, конечно, есть возможность подождать) обратиться на Алиээкспресс. Там можно заказать любой интересующий припой для алюминия по привлекательной цене и довольно быстрых сроках доставки.
Например, покупку припоя для алюминиевых изделий можно произвести тут: Перейти на сайт
Желательно перед началом пайки, особенно ели она делается в первый раз, провести тренировочную пропайку отверстий. Для этого в любой ненужной трубке следует проделать несколько отверстий, которые нужно будет запаять.

Место спайки должно быть хорошо прогрето
Поэтому не нужно выбирать для нагрева спаиваемых частей горелки небольшой мощности или откровенно низкокачественный товар.
Пламя у таких горелок будет слишком узким, оно плохо прогреет края шва, и пайка будет длиться очень долго, поскольку припой будет постоянно пытаться стечь с места пайки, собираться в шарики, неохотно прилипать к металлу и т.д.

Делать спайку алюминиевых деталей при помощи маломощных горелок очень проблематично, поэтому лучше использовать горелку-насадку на баллон
Её широкое пламя позволяет прогревать за один проход не только спаиваемые места, но и металл на некотором расстоянии от них.

Как сделать кашпо для цветов своими руками: уличные, для дома, подвесные | Пошаговые схемы (120+ Оригинальных Фото-идей & Видео)
Преимущества
Пайка – это один и способов получения неразъемных соединений металлов. Но в отличии от других методов он, до последнего времени отличался невысокой производительностью, малой прочностью на стыке. Это и ряд других причин послужило тому, что она не получила широкого, промышленного применения.
С развитием технологий стали доступны способы соединения деталей с помощью электронного луча, ультразвуковых волн. Появление специальных припоев и флюсов позволило значительно поднять качество паяного соединения.
Современные технологии пайки позволяют использовать готовые изделия без дальнейшей обработки на механическом оборудовании. Пайка вошла число основных технологических процессов в машиностроении, авиационной и космических отраслях и конечно электронике.
Пайка имеет ряд несомненных достоинств в сравнении со сваркой. Процесс соединения деталей этим способом проходит при существенно меньшем расходе теплоты. Другими словами, при проведении этого процесса не происходит каких-либо серьезных изменений в структуре металла. Его физико – химические параметры остаются практически без изменений. После пайки могут возникать такие явления как остаточная деформация, ее размеры несравнимы с теми, которые остаются после выполнения, например, сварки в облаке защитных газов.
https://youtube.com/watch?v=_GW1MkIQw9c
Именно поэтому использование пайки гарантирует более точное соблюдение размеров указанных в технической документации на изделие. Использование этого метода позволяет соединять разнородные металлы. Ко всему прочему можно сказать и то, что эти процессы довольно легко можно автоматизировать.
Подготовка поверхности детали
Качество пайки алюминия и надежность стыка напрямую зависят от подготовительных операций, когда соединяемые участки освобождаются от следов краски, загрязнений и тонкой пленки окислов. Обезжиривание металла выполняется бензином, ацетоном или растворителем.
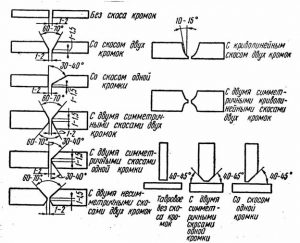 Виды подготовки кромок под пайку
Виды подготовки кромок под пайку
Затем поверхности обрабатываются механически с применением абразивного полотна, металлической щетки, проволочной сеткой из нержавеющего металла или шлифовальной машинкой с насадкой из стальной проволоки.
Кроме того, очищение алюминия может проводиться различными растворами кислоты.
Зачищенная область сразу покрывается тоненькой оксидной пленкой, но ее толщина не влияет на паяльный процесс и позволяет флюсу взаимодействовать с металлом.
Пайка алюминиевых отливок
Пайка алюминиевых отливок имеет особенности, обусловленные наличием грубой шероховатой поверхности, оксидной пленки и газовой пористости. Кроме того, отливки, в отличие от деталей из деформированных сплавов, обычно более массивны. Поверхностная оксидная пленка с отливок может быть удалена химическими или физическими методами; грубая поверхность — обработана механически. Газовая пористость может быть сведена к минимуму при высококачественном литье, игнорирована или устранена локально механическим путем. При этом зачистка напильниками или металлическими щетками малопригодна при подготовке под пайку дефектных мест отливок, так как паяемая поверхность должна быть строго параллельна поверхности соединения, а ручной инструмент образует неровности на поверхности. В связи с этим лучше применять обработку резанием. Кроме того, если время между обработкой и пайкой слишком велико, то дефектные места отливок необходимо дополнительно очищать от грязи и масла. Соединяемая поверхность должна быть перед пайкой облужена абразивным или флюсовым способом.
Если отливка велика, то требуется специальный подогрев ее при лужении и пайке.
Изделия из литейных алюминиевых сплавов — силуминов могут быть запаяны контактно-реактивным способом через прослойку гальванической меди (δ = 3,84—5мкм). Такой способ был применен при изготовлении панелей охлаждения электронной аппаратуры (пайка штырьковых элементов охлаждения к накладной пластине). После подготовки поверхности и нанесения гальванического медного покрытия детали собирали в стальном приспособлении и паяли при 527—538 °С. Поджатие деталей происходило вследствие разницы коэффициентов линейного расширения материалов деталей и приспособлений. По месту контакта с медным покрытием образовывалась эвтектика Al—Сu—Si при температуре 524°С, а при выдержке 1 ч происходило изотермическое затвердевание шва. Сопротивление разрушению паяного шва было не ниже 235 МПа.
Исправление дефектов отливок из алюминиевых литейных сплавов проводят путем пайки дефектных мест — раковин. Для крупных отливок, слишком больших для одноразового нагрева, может быть использован дополнительный нагрев в печи, газопламенной горелкой, в индукторе или горячими плитами. Для защиты деталей от сквозняка или контакта с холодными поверхностями используют изолирующие зазоры и асбестовые листы. При низкотемпературной пайке дефектов отливок в виде крупных раковин в них закладывают пробки из припоя, близкие по форме и объему, и затем рсплавляют их с облуживанием кромок.
Общие принципы пайки алюминия в домашних условиях
Основные принципы пайки алюминия в домашних условиях:
необходимо выполнить качественную очистку поверхности металла от загрязнений, покрытий, оксидной плёнки;
временной интервал между очисткой и пайкой должен быть минимальным;
для удаления оксидной плёнки лучше использовать щётки по металлу или паяльники со специальными насадками;
выбор нагревательного инструмента выполняется в зависимости от площади пайки, так как из-за высокой теплопроводности алюминий быстро остывает;
если нет подходящего припоя, то допускается использование любого, в составе которого есть олово, свинец;
при прогреве деталей для нанесения припоя важно не перегреть алюминий, так как он отличается меньшей температурой плавления, по сравнению с оксидной плёнкой;
залуживание поверхности алюминия сплошным слоем позволит избавиться от появления окислов, что упростит его паяние;
при использовании горелки важно соблюдать правила противопожарной безопасности, особенно при нанесении растворителей для обезжиривания;
пайка может выполняться в несколько слоёв, перед нанесением каждого нужно выжидать пока застынет предыдущий;
использование флюса потребует применения защитных средств, так как в его составе могут содержаться едкие вещества;
пламя горелки всегда должно быть направлено в противоположную от себя сторону;
для пайки рекомендуется использовать паяльники мощностью более 100 Вт;
флюс применяется в основном для элементов с толщиной от 4 мм или поверхностей со сложными формами;
состав припоя выбирается на основе вида пайки, но температура плавления всегда ниже, чем у алюминия;
чтобы паять заготовки с толщиной более 4 мм, по краю стыковочного шва нужно срезать кромку под углом 45 для увеличения поверхности контакта;
после проведения работ необходимо обязательно убедиться в целостности, прочности, равномерности шва.
При выборе припоя необходимо учитывать тип инструмента, используемого для расплавления. Для паяльника подойдут сплавы с низкой температурой плавления: оловянные сплавы с медью, цинком, висмутом. Чтобы создать тугоплавкое соединение, потребуется сложный сплав алюминия, меди, кремния.